温度控制系统的组成:
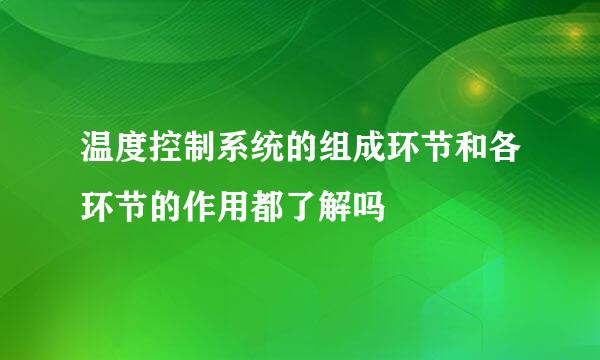
电动温度控制系统是过程控制系统中常见的一种,其作用是通过一套自动控制装置,见图4-1,使炉温自动维持在给定值。
图4-1温度控制系统
炉温的变化由热电偶测量,并通过电动温度变送器转化为DDZ-Ⅱ型表的标准信号0~10mA直流电流信号,传送到电子电位差计XWC进行记录,同时传送给电动控制器DTL,控制器按偏差的大小、方向,通过预定控制规律的运算后,输出0~10mA直流电流信号给可控硅电压调整器ZK-50,通过控制可控硅的导通角,以调节加到电炉(电烙铁)电热元件上的交流电压,消除由于干扰产生的炉温变化,稳定炉温,实现自动控制。
观察系统各环节的结构、型号、电路的连接,熟悉可控硅电压调整器和电动控制器上各开关、旋钮的作用。
控制系统闭环特性的测定:
在以下实验中使用以下具体数值:δ1(50%),δ2(80%),TI1(50s),TI2(40s),TD1(30s)来观察比例与积分控制规律的作用
考察比例作用
将δ置于某值50%,记住δ旋钮在δ1的位置,积分时间置最大(TI=max),微分开关切向0,将干扰开关从“短”切向“干扰”,产生一个阶跃干扰(此时为反向干扰),同时在记录仪的记录线上作一记号,以记录阶跃干扰加入的时刻,观察并记录在纯比例作用下达到稳定的时间及余差大小。
考察积分作用
保持δ=δ1不变,置TI=TI1,同时在记录仪的记录线上作一记号,以记录积分作用加入的时刻,注意观察积分作用如何消除余差,直到过程基本稳定。
观测PI控制作用下的过渡过程
保持δ1,TI1不变,将干扰开关从“干扰”切向“短”,产生一个正向阶跃干扰,观察过渡过程到基本稳定。
考察δ对余差的影响
置δ=δ2,TI =max,将干扰开关从“短”切向“干扰”,产生一个反向阶跃干扰,同时在记录仪的记录线上作一记号,以记录阶跃干扰加入的时刻,观察并记录在纯比例作用下达到稳定的时间及余差大小。并与1(1)中δ=δ1时的余差相比较。
再加入积分作用TI=TI 1以消除余差直到过程基本稳定。
考察TI对过渡过程的影响
置δ=δ1,TI=TI2,将干扰开关从“干扰”切向“短”,产生一个正向阶跃干扰,同时在记录仪的记录线上作一记号,以记录阶跃干扰加入的时刻,观察过渡过程到基本稳定,并与2中的实验结果进行比较,以了解TI对过渡过程的影响。
注意:要在同样条件下才能进行比较,即δ旋钮的位置要与2中的位置完全一致,才能保证此时的δ1与2中的δ1是相等的
观测PID控制作用下的过渡过程
保持δ=δ1,TI=TI2不变,置TD=TD1,微分开关切向D,将干扰开关从“短”切向“干扰”,等待过程稳定后,同时在记录仪的记录线上作一记号,以记录阶跃干扰加入的时刻,观察过渡过程,并与PI控制作用下的过渡过程进行比较。
考察δ对稳定性的影响
将δ减小到1%,TI=max,微分开关切向0,观察过渡过程波动曲线。
7.简单控制系统的参数整定
采用衰减曲线法(4﹕1)进行参数整定,在纯比例(TI=max,微分开关切向0)作用下,δ置于一个较大的数值(30~60%),用改变给定值(一般为5个小格左右)额定值的5%左右,本实验可改变给定值刻度盘上的五个小格的方法加入阶跃输入,观察记录曲线(过渡过程),并计算衰减比,此时衰减比若大于4﹕1,应减小δ值,再用改变给定值的方法加入阶跃输入,观察记录曲线,并计算衰减比,直到得到衰减比为4﹕1的过渡过程,记下此时的比例度δS,并通过尺子量出衰减振荡曲线中一个周期的长度,根据记录仪的走纸速度计算出振荡周期TS,然后根据经验公式:
δ=1.6δS,
TI=0.4TS
TD=0.2TS
求出相应的δ、TI、TD值,把它们加到控制器中,此时给定值不要变,将干扰开关从“短”切向“干扰”,观察记录的(反向阶跃)过渡过程曲线,再将干扰开关从“干扰”切向“短”,观察记录的(正向阶跃)过渡过程曲线,跟各组提供的标准过渡过程曲线(历届同学做得最好的过渡过程曲线)相比较,注意正向的与正向的比较,反向的与反向的比较,若有差距,可以适当改变δ、TI、TD值(每次改变δ、TI、TD值,均要记录),重复以上过程,直到控制系统的控制质量接近或超过标准。
在扰动存在时,最后的被控变量与设定值总会存在一定的偏差。
这是因为一旦系统的平衡关系遭到破坏时,控制器必须有一个输出量才能建立新的平衡关系,而比例控制器的输出又是正比于输入e的,因而这时控制器的输入必然不会为0
b.δ越小,衰减比越小,比例控制作用增强,余差减小,回复时间缩短,能较快地将被控变量拉到设定值,但是另一方面,值越小,稳定性会越低,特别是当δ减小到小于其临界比例度δk时,系统发散振荡,可能会造成事故。
TD越大,微分作用越强,过大则可能会造成系统产生剧烈振荡。
3.绘制一组你在改进控制系统的控制质量的过程中所得到的过渡过程曲线,并注明各参数值。
衰减比4:1下得到的δs=10%,通过尺子量出衰减振荡曲线中一个周期的长度为5.5mm,而走纸速度为300mm/h,故Ts=5.5/300*3600=66s;根据经验公式
δ=1.6δS=0.16
TI=0.4TS=26.4s
TD=0.2TS=13.2s
把它们加入到控制器中,曲线呈发散,使曲线发散的因素包括δ、TI、TD,根据理论可知在TI越小,TD和δ保持不变的情况下,曲线越容易发散(故后续的值均应往大调)
经过几组的参数调节,进行质量的控制,涉及的参数如下表所示
序号12345678910δ/%16161313181818161513TI/s26.4303020303028303030TD/s13.213.213.213.213.21515151515
